Application
Bridge structure repair
A large carbon-steel bridge component had local machining error and needed material rebuilt on the surface.
In Huangshi, Hubei, a large bridge structure was machined below tolerance in several areas. Instead of scrapping the part, the repair team used robotic laser wire deposition to rebuild the missing material, leave machining allowance, and send the component back for final finishing.
A large carbon-steel bridge component had local machining error and needed material rebuilt on the surface.
The most serious areas were reported to be about 3 mm under target, which made direct acceptance risky.
A robot followed a programmed path while laser energy melted ordinary carbon-steel welding wire onto the base.
The built-up surface created machining allowance so the customer could finish the part instead of replacing it.
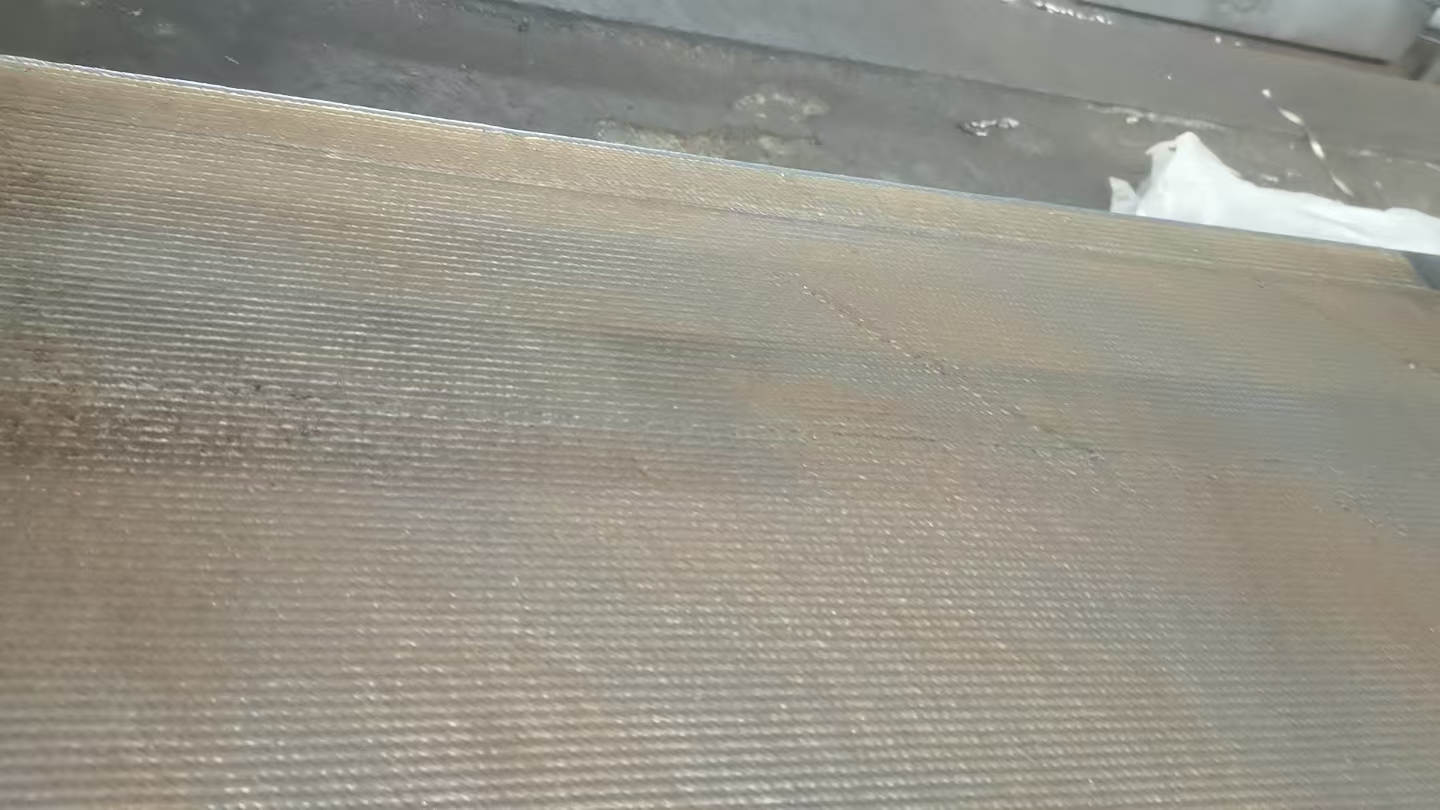
This clip shows robotic laser wire welding on a carbon-steel bridge structure component: wire feed, laser energy, and programmed robot motion working together on a long seam.
Additive manufacturing is often reduced to the phrase "3D printing," but the industrial definition is wider. In this case, the goal was not to print a complete new part. The goal was directed deposition on an existing substrate: rebuild the missing surface, keep heat input under control, and preserve the value already locked into a large fabricated component.
The customer had a bridge-related part that became too thin during machining. For a large component, scrapping the part would mean losing the material, fabrication, machining time, and project schedule. Robotic laser wire deposition offered a practical middle path: add material only where needed, then machine the repaired surface back to the required dimension.

| Step | What Happened | Why It Matters |
|---|---|---|
| 1. Locate undersize zones | The team identified the machined areas that needed rebuild, including locations up to about 3 mm short. | The repair path focused on the actual defect area instead of reheating the whole structure. |
| 2. Program the robot path | The robot was taught to follow stable, repeated deposition tracks across the repair zone. | Automation reduced operator fatigue and kept the bead spacing more consistent across a large area. |
| 3. Deposit filler wire | Laser energy melted carbon-steel welding wire onto the Q235-class base material. | Wire feed is cost-effective and efficient for this kind of carbon-steel surface rebuild. |
| 4. Leave machining allowance | The repair layer was built slightly above the final target dimension. | The deposited surface does not need to be final-finish quality; the final pass comes from machining. |
The star, circle, and heart samples are used for operator training and process practice. They are not decorative only: each shape forces the team to control a different problem in robotic laser wire deposition.
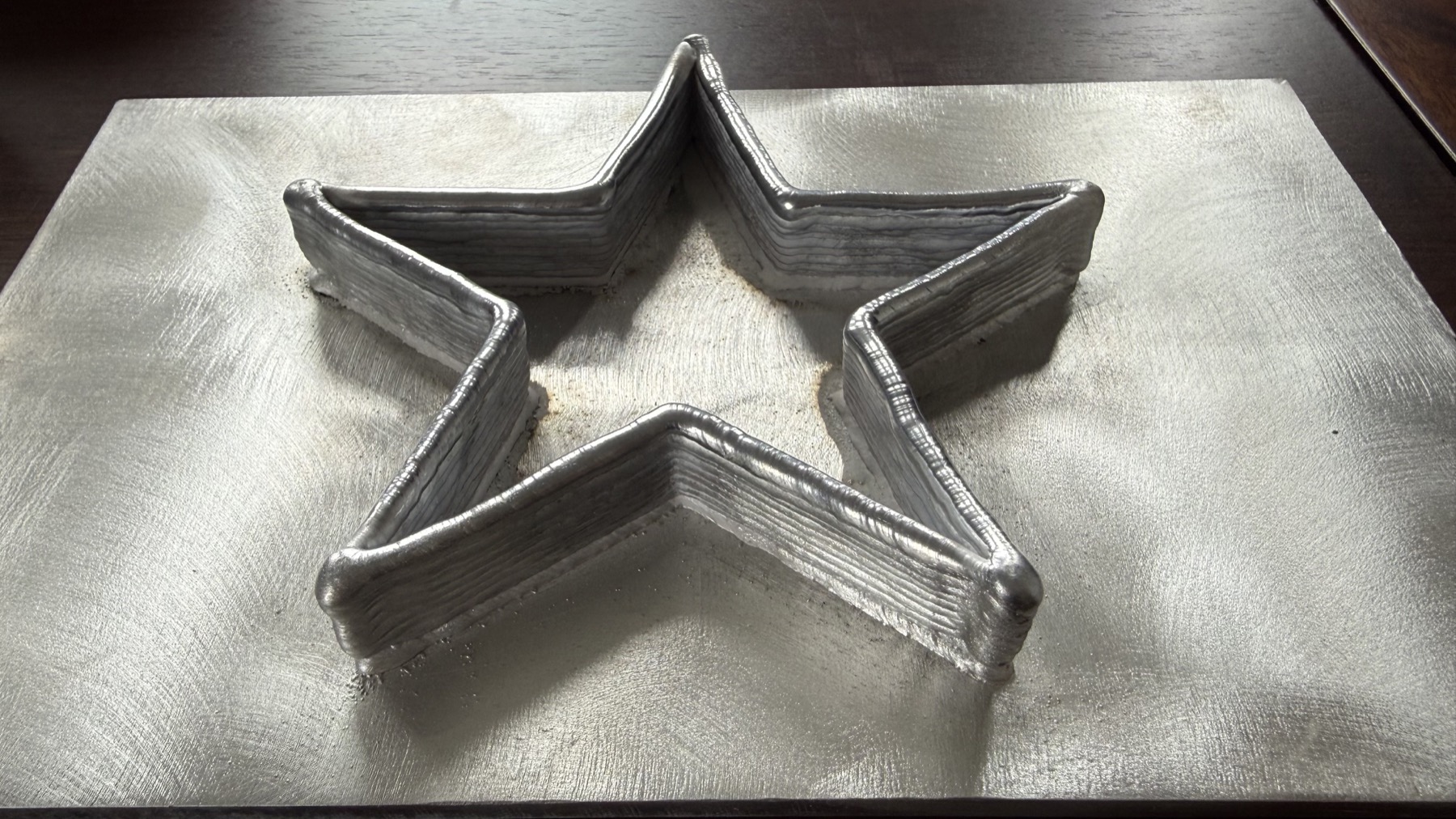
Sharp corners and direction changes expose whether the robot path, wire feed, and heat input stay stable at each turn.

A circle checks smooth motion, bead overlap, start-stop handling, and whether the final layer closes cleanly.
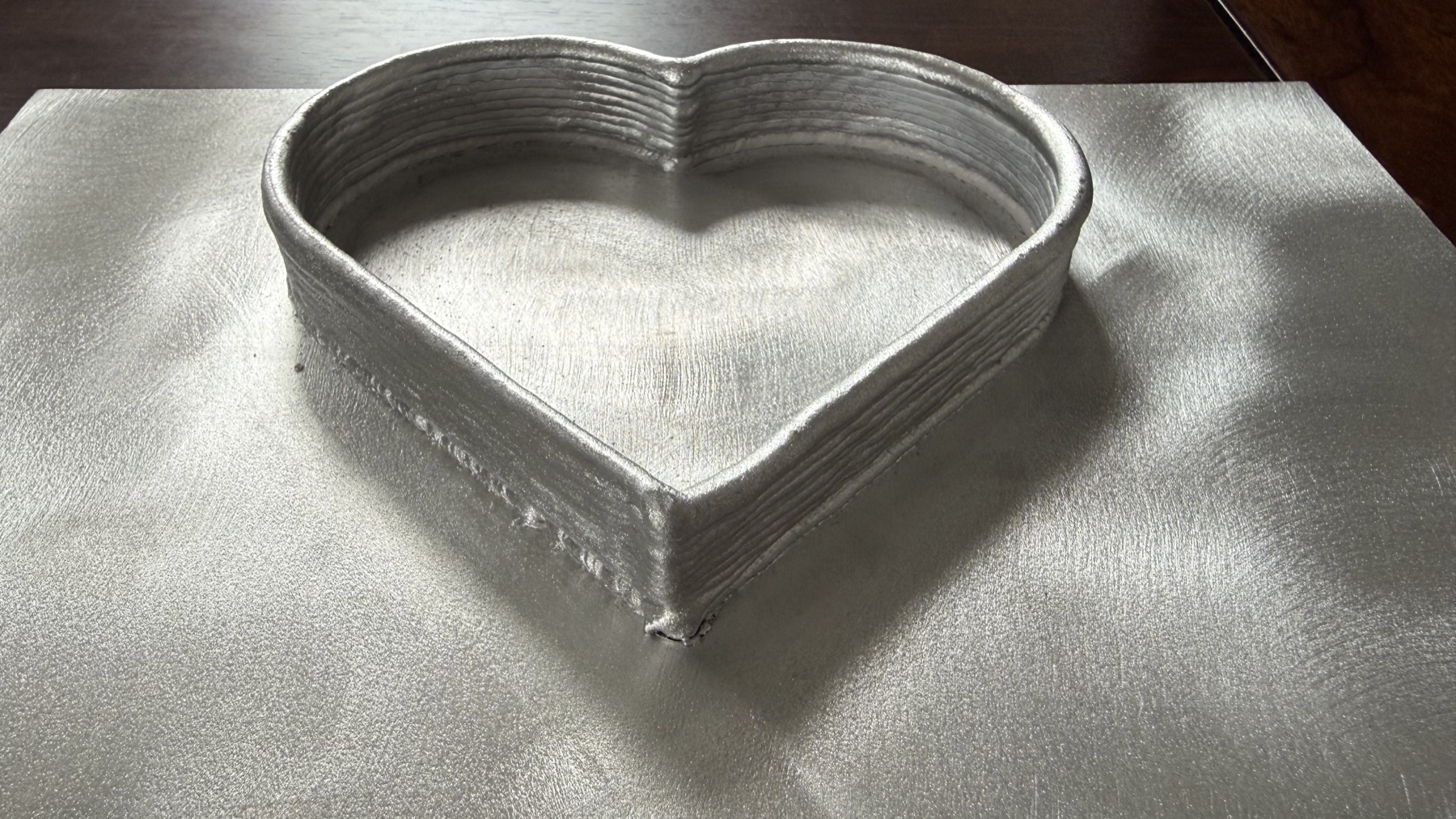
Curves, a central valley, and a pointed bottom make it a compact practice part for multi-layer path control.
Robotic laser deposition gives repeatable material placement. Final precision still depends on measuring the defect, planning the allowance, controlling heat input, and machining the rebuilt layer back to size.