Aplicación
Reparación de estructura de puente
Un componente grande de un puente de acero al carbono tenía un error de mecanizado local y necesitaba material reconstruido en la superficie.
En Huangshi, Hubei, se mecanizó una gran estructura de puente por debajo de la tolerancia en varias áreas. En lugar de desechar la pieza, el equipo de reparación utilizó la deposición robótica de alambre láser para reconstruir el material faltante, dejar margen de mecanizado y enviar el componente de regreso para su acabado final.
Un componente grande de un puente de acero al carbono tenía un error de mecanizado local y necesitaba material reconstruido en la superficie.
Se informó que las zonas más graves estaban a unos 3 mm por debajo del objetivo, lo que hacía arriesgada la aceptación directa.
Un robot siguió un camino programado mientras la energía láser derretía alambre de soldadura de acero al carbono ordinario en la base.
La superficie reconstruida creó un margen de mecanizado para que el cliente pudiera terminar la pieza en lugar de reemplazarla.
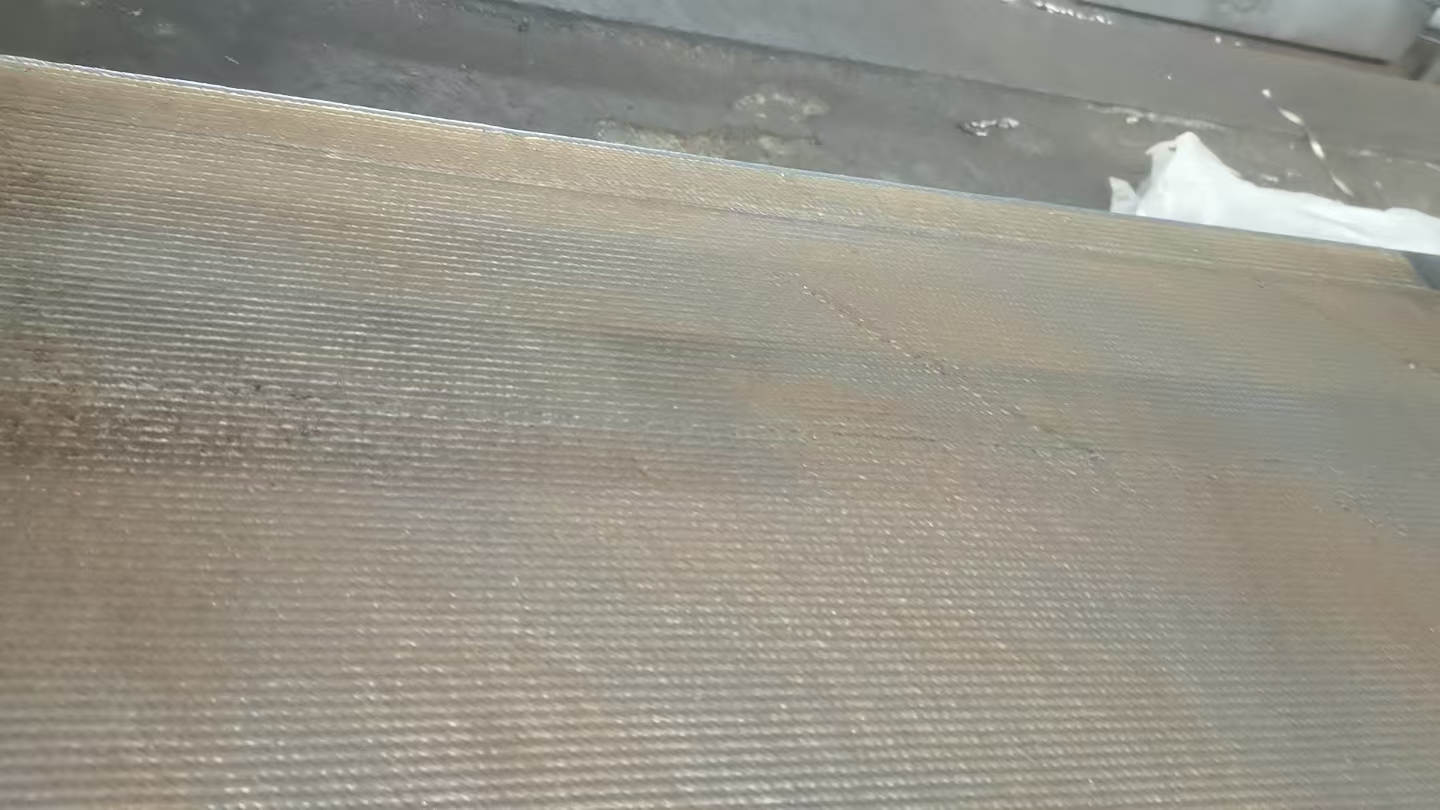
Este clip muestra la soldadura robótica de alambre por láser en un componente de la estructura de un puente de acero al carbono: alimentación de alambre, energía láser y movimiento programado del robot trabajando juntos en una costura larga.
La fabricación aditiva a menudo se reduce a la frase "impresión 3D", pero la definición industrial es más amplia. En este caso, el objetivo no era imprimir una pieza completamente nueva. El objetivo era la deposición dirigida sobre un sustrato existente: reconstruir la superficie faltante, mantener bajo control el aporte de calor y preservar el valor ya encerrado en un componente fabricado de gran tamaño.
El cliente tenía una pieza relacionada con el puente que se volvió demasiado delgada durante el mecanizado. Para un componente grande, desechar la pieza significaría perder el material, la fabricación, el tiempo de mecanizado y el cronograma del proyecto. La deposición robótica de alambre por láser ofreció un camino intermedio práctico: agregar material solo donde sea necesario y luego mecanizar la superficie reparada hasta obtener la dimensión requerida.

| Paso | Qué ocurrió | Por qué importa |
|---|---|---|
| 1. Ubique zonas de tamaño insuficiente | El equipo identificó las áreas mecanizadas que necesitaban reconstrucción, incluidas ubicaciones de hasta aproximadamente 3 mm de longitud. | El camino de reparación se centró en el área real del defecto en lugar de recalentar toda la estructura. |
| 2. Programe la ruta del robot. | Se enseñó al robot a seguir pistas de deposición repetidas y estables a lo largo de la zona de reparación. | La automatización redujo la fatiga del operador y mantuvo el espaciado de los cordones más consistente en un área grande. |
| 3. Alambre de relleno de depósito | Alambre de soldadura de acero al carbono fundido con energía láser sobre el material base clase Q235. | La alimentación de alambre es rentable y eficiente para este tipo de reconstrucción de superficies de acero al carbono. |
| 4. Dejar margen de mecanizado | La capa de reparación se construyó ligeramente por encima de la dimensión objetivo final. | No es necesario que la superficie depositada sea de calidad de acabado final; la pasada final proviene del mecanizado. |
Las muestras de estrella, círculo y corazón se utilizan para la capacitación de operadores y la práctica de procesos. No son sólo decorativas: cada forma obliga al equipo a controlar un problema diferente en la deposición robótica de cables láser.
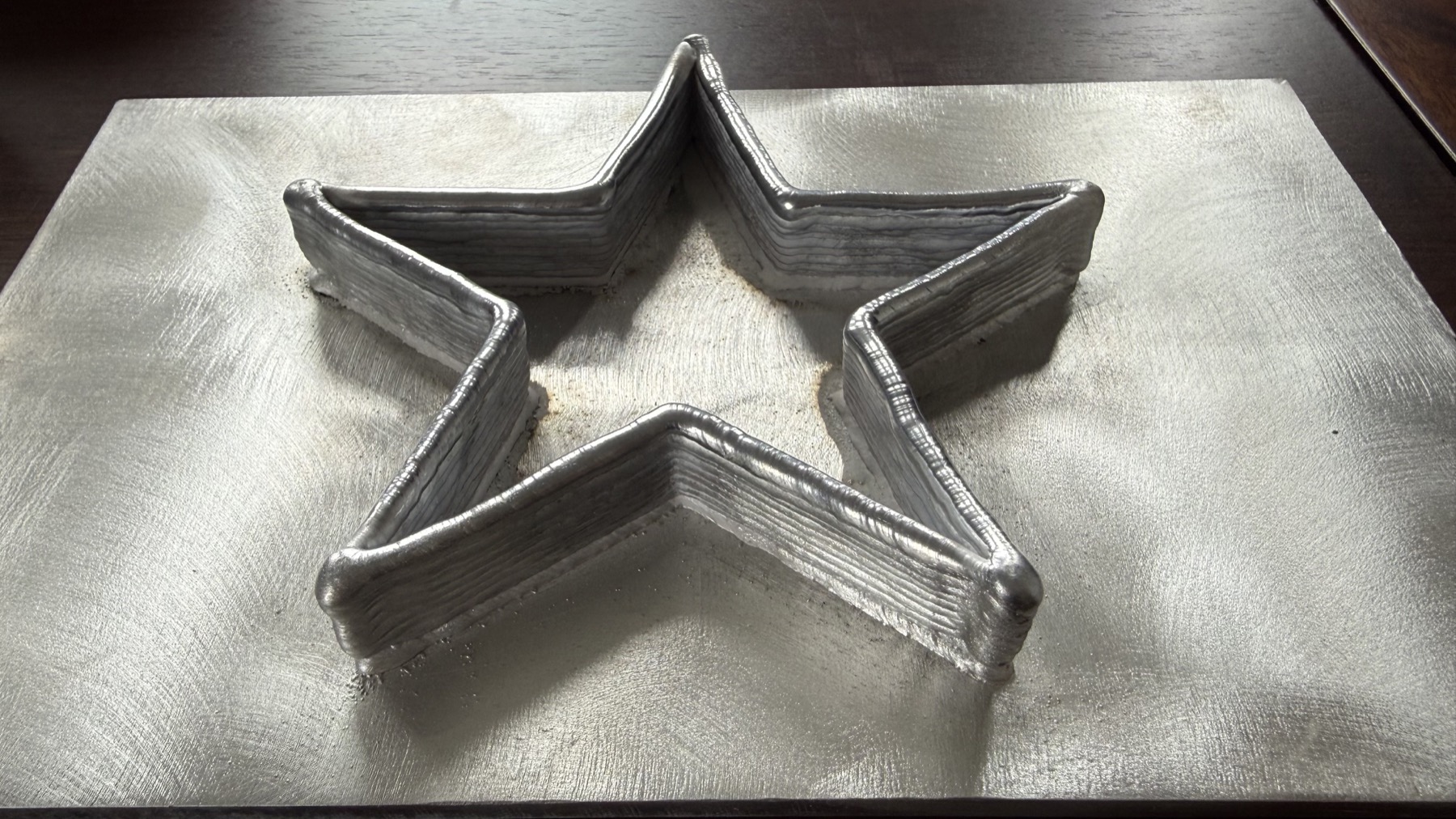
Las esquinas pronunciadas y los cambios de dirección exponen si la trayectoria del robot, la alimentación del alambre y la entrada de calor se mantienen estables en cada giro.

Un círculo comprueba el movimiento suave, la superposición de las cuentas, el manejo de inicio y fin y si la capa final se cierra limpiamente.
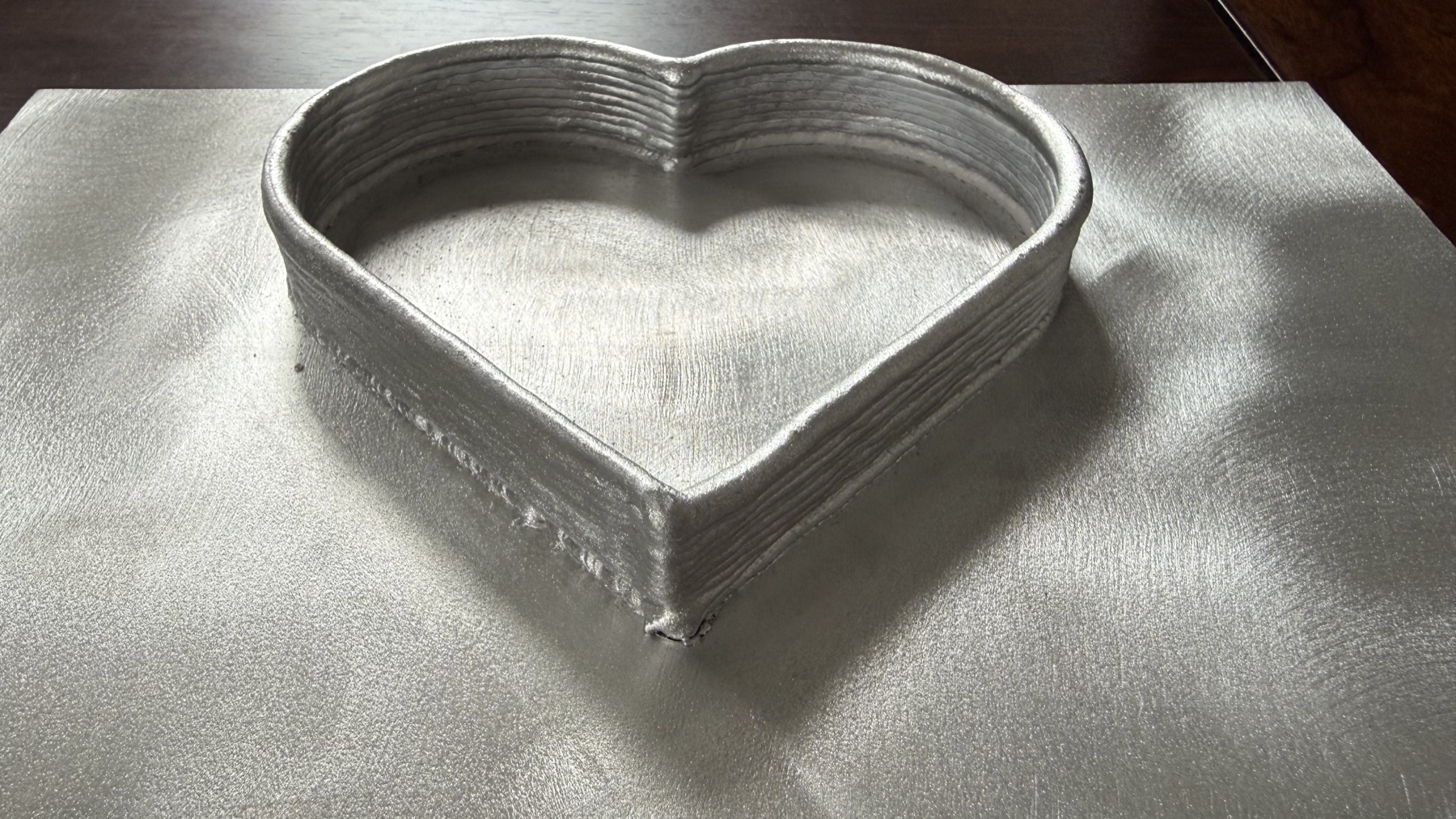
Las curvas, un valle central y un fondo puntiagudo la convierten en una pieza de práctica compacta para el control de trayectorias multicapa.
La deposición láser robótica proporciona una colocación de material repetible. La precisión final todavía depende de medir el defecto, planificar el margen, controlar el aporte de calor y mecanizar la capa reconstruida hasta alcanzar su tamaño.