01
More energy utilization
Hybrid welding increases single-pass penetration and can raise travel speed versus conventional arc-only welding.
Hybrid welding uses laser and arc as two heat sources in one molten pool. The laser brings depth and speed. The arc improves absorption, filler transfer, gap bridgeability, and bead forming.
Use it when pure autogenous laser welding is too demanding for the incoming part tolerance.
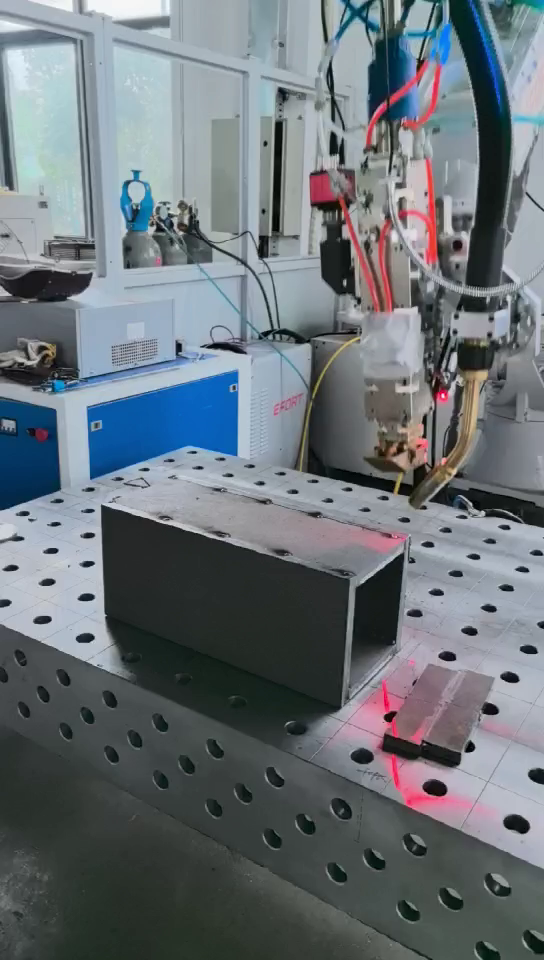
In the supplied robot welding deck, laser-arc hybrid welding is described as a process where laser and arc act on the same molten pool. The laser guides and stabilizes the arc, while the arc increases the metal's laser absorption and improves droplet transfer across the joint.
The practical result is a wider process window than bare laser welding: deeper single-pass penetration, higher speed potential, lower assembly precision requirements, and a more forgiving weld profile.
Hybrid welding increases single-pass penetration and can raise travel speed versus conventional arc-only welding.
Filler metal and arc bridgeability help when real assemblies have small gaps or inconsistent incoming tolerance.
The arc helps shape the bead while the laser keeps the heat input concentrated and directional.
| Element | Source Deck Example | Why It Matters |
|---|---|---|
| Robot | ER25-1800 | Medium payload and reach for carrying a higher-power welding package. |
| Laser source | MSCF20000, 19,000W working power | Supports deep penetration and higher-speed hybrid welding trials. |
| Welding head | YW52 | Designed for hybrid laser and arc process integration. |
| Arc system | EFT500P+ water-cooled torch | Coordinates the arc heat source with the laser process. |
| Process reference | 270A DC, 1.2 mm wire, 1.5 m/min travel speed | A representative starting point for thick or higher-deposition hybrid work. |
For hybrid welding review, send material grade, thickness, joint type, maximum assembly gap, current welding process, wire and shielding gas, inspection requirements, and a short video of the current production problem.