Custom Welding Systems
We sell the complete robotic laser welding system, customized around your part.
The product is not a generic workstation. It is a configured production cell: robot, laser, welding head, wire feed, controls, fixture, safety, process package, training, and handoff, selected after we understand the part and the weld.
System Input File
Before the quote, we map the application.
A custom robotic laser welding system starts with the same practical file set as a service trial.
PART
Part geometry, weld seam locations, access limits, and loading method
WELD
Material, thickness, joint type, gap range, and inspection target
CAP
Cycle time, annual volume, staffing target, and automation budget

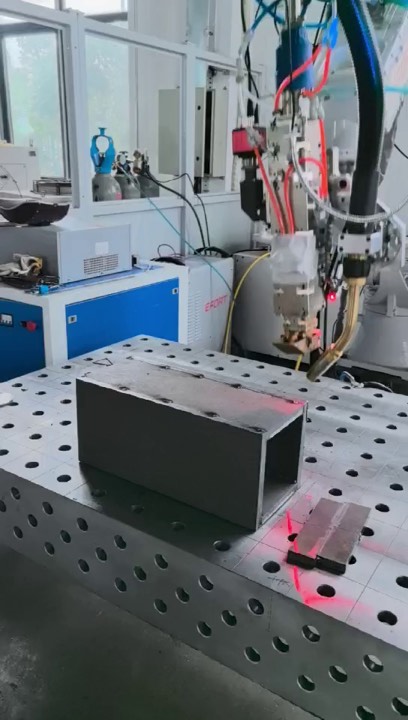
Workstation in Motion
See the system story before you configure the cell.
This edited demo keeps the practical sequence: live weld, result check, labor comparison, and real customer applications.
Complete Product Scope
The sellable product is the whole cell, not only the robot arm.
Complete Package
Robot, laser, controls, safety
Integrated as one production system.
Custom Fit
Built around your workpiece.
Fixture, reach, loading, and weld access come first.
Process Proof
Weld result before purchase.
Sampling can lock the process before the final quote.
System Configurator
Build a robotic laser welding cell like a production PC.
Select the robot reach, laser power, laser source brand, welding head preference, and process modules. The live summary gives a first planning package before formal fixture review.
ROI Calculation
What changes before and after one robotic welding system.
Before Automation
Traditional MIG / TIG manual welding
- 5 skilled welders producing about 40 pieces per day
- High labor exposure: roughly $60K-$90K per welder per year in Western markets
- Quality shifts with fatigue, staffing gaps, and operator variation
After One System
Integrated robotic laser welding system
- Daily output around 120 pieces, with peak cases higher
- Reduce 2 skilled welders and replace with 1 general operator for load / unload
- Labor savings of about $8,000-$12,000 per month
- Typical payback target: 6-10 months
“One robotic welding system can conservatively replace the productive output of three skilled welders. Once stable quality is part of the equation, the math gets even better.”
Reference Platform
Robot and laser platforms selected around the job.
Representative platform notes extracted from the supplied laser welding robot deck. Final configuration is customized after application review.
| Platform | Representative Specification | Typical Use |
|---|---|---|
| ER15-1400 | 15 kg payload, 1400 mm reach, ±0.03 mm repeatability, IP67 | Precision autogenous laser welding on compact fixtures and repeatable thin-sheet parts. |
| ARC12 series | 6-axis platform, 1400 / 2000 mm reach, ±0.03 mm repeatability, IP67 | Small-to-medium robotic laser welding systems with swing head, wire feed, and vision options. |
| ER25 / ER35 | 25 / 35 kg payload, 1800 mm reach, ±0.05 mm repeatability, IP67 | Higher power heads, larger fixtures, and medium-thick laser or hybrid welding layouts. |
| Reference production case | 3000+ operating hours and 35,000+ completed parts on ER15 robotic laser welding systems | Useful benchmark for buyers who want production history, not only catalog specifications. |
Configuration range
| Cell Family | Reach | Laser Power | Plate Range |
|---|---|---|---|
| EFT1214 | 1400 mm | 1500W / 2000W / 3000W | 0.5-5 mm |
| EFT1220 | 2000 mm | 1500W / 2000W / 3000W | 0.5-5 mm |
| EFT2518 | 2000 mm | 6000W | 0.5-10 mm |
Laser source and configuration options
1500W
2000W
3000W
6000W
20kW class hybrid
Vision positioning
Seam tracking
Dynamic wire feeder
Laser-arc hybrid
Custom fixtures
Reference Build
ASWE1214-30: reference 3kW wire-fed robotic laser welding system.
A reference system configuration for 1-3 mm carbon steel and stainless steel parts with integrated wire feed.
Base Package
ARC12-1400 robot + 3kW laser system
- ARC12-1400 six-axis robot, 12 kg payload, 1479 mm reach, ±0.03 mm repeatability
- MFSC-3000 laser source with 3kW swing welding head
- Laser, water chiller, control module, HMI, and robot controller integrated into one cabinet
- Custom robot base, torch mount, control cabinet rack, electrical cabinet, and pneumatic package
Wire Feed
Designed for real fit-up tolerance.
- 0.8-1.6 mm wire diameter support
- 0.5-10 m/min wire feed adjustment range
- Manual feed / retract, end retract, repeat feed, and job recipe storage
- RS485 communication and 0-10V robot analog control input
Process Package
The system controls the weld, not just the motion path.
Laser
Power and beam timing
Controls laser on/off, power, frequency, duty cycle, and ramp-up / ramp-down behavior.
Arc
Hybrid process control
Coordinates current, voltage, wire feed, arc start, arc stop, and feedback signals.
Wire / Gas
Fit-up compensation
Manages wire speed, wire detection, wire retract, pre-flow gas, and delayed protection gas.
Variable
One seam, changing recipe
Supports variable parameters along one weld to handle unequal thickness or inconsistent gaps.
Optional Modules
Quote the assist hardware only when the process needs it.
Positioning
Dual-axis positioner
300 kg reference load, ±180° horizontal rotation, ±135° vertical rotation, and 1 arc-minute repeat positioning.
Tracking
Seam tracking
Laser seam tracking and smart control options can be added when joint position variation is the production risk.
Safety
Enclosure and guarding
Fence, viewing panels, interlocks, gas management, and fixture access are specified around the final layout.
Training
Robot operation package
Robot operation materials support commissioning, teaching, and maintenance handoff.
Custom Build Logic
From application review to a configured production cell.
You
1
Share application data
Part drawings, weld targets, volume, inspection method, and current pain points.
SkyFire
2
Select process route
Autogenous, wire-fed, or laser-arc hybrid based on gap, penetration, and material.
SkyFire
3
Design fixture concept
Clamping, reach, part access, positioner need, and loading method are mapped first.
SkyFire
4
Configure the cell
Robot, laser power, head, wire feed, chiller, controls, safety, and HMI are specified.
SkyFire
5
Trial weld when needed
For hard materials or tight quality targets, we prove the weld before final scope.
SkyFire
6
Deliver and train
Commissioning, operator training, recipe handoff, and maintenance notes complete the package.
Selection Inputs
What to prepare before asking for a quotation.
- Material grade and thickness
- Joint configuration and expected fit-up tolerance
- Maximum assembly gap
- Inspection and certification requirements
- Target throughput and cycle time
- Current welding process, filler wire, and shielding gas
- Photos or videos of the part and current weld
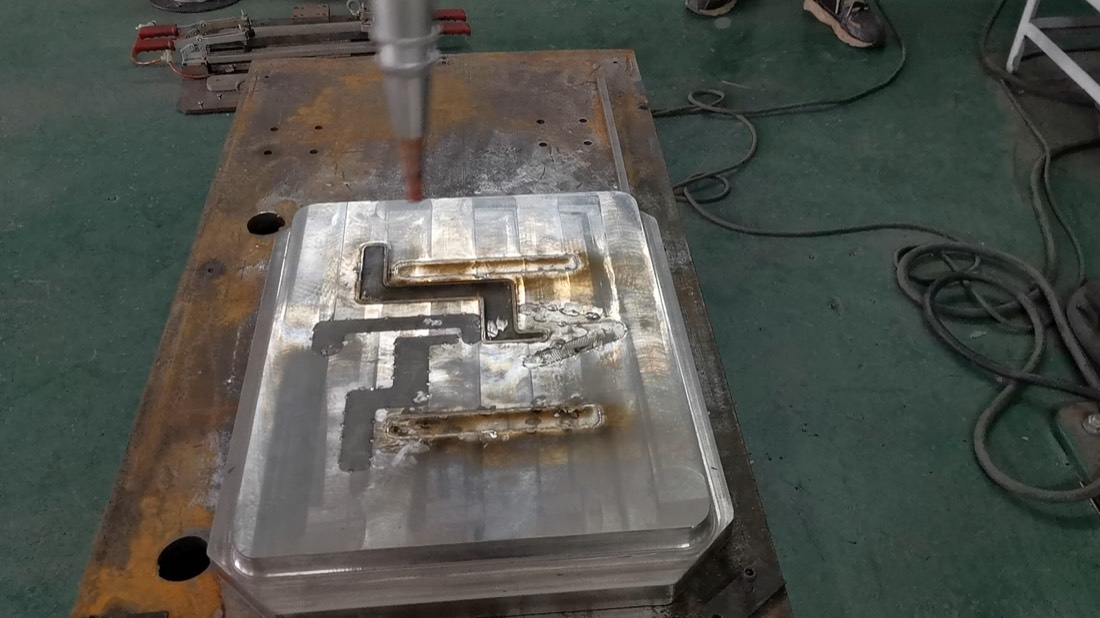
Proof Before Purchase
Sampling is still the fastest way to reduce buying risk.
Before the final system configuration, send challenging parts for real trial welding. We can return a package that includes metallography, tensile testing, and cycle-time evaluation.
Further Reading