
Thin Sheet
Transport panels and body structures
0.8-3 mm aluminum, stainless, and galvanized sheet.
Robotic laser welding service is the low-risk path before buying equipment. We review your part data, trial-weld real parts, inspect the result, and return a practical route for batch production or a future custom system.
Send whatever you already have. We can start with partial data.
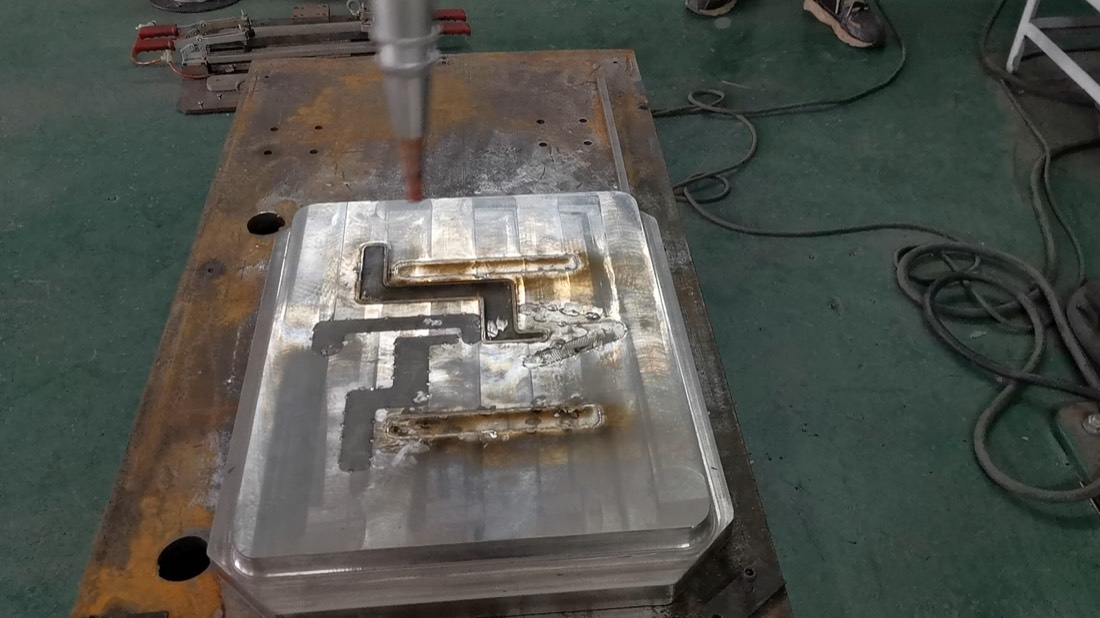
See the weld before you buy or redesign anything.
Photos, inspection notes, test data, and cycle-time reality.
Autogenous, wire-fed, or hybrid route selected by the joint.
Keep outsourcing or transfer the process into your own system.
Typical equipment coverage includes multiple six-axis robot formats, 1500W-6000W laser cells, 20kW-class hybrid welding options, seam tracking, vision positioning, and custom fixturing.
0.8-3 mm aluminum, stainless, and galvanized sheet.

Airtight cylinders, exhaust systems, and water-cooled structures.

Titanium, armor steel, 17-4 stainless, and Hastelloy.

Drawings, photos, material, thickness, tolerance, inspection target, and optional sample parts.
We check weld access, material risk, gap tolerance, and likely process route.
Quick fixture concept, clamping method, robot access, and first-article test plan.
We run the weld on production equipment and tune power, speed, wire, gas, and path.
Weld appearance, section review, tensile or leak testing when required.
We summarize parameters, cycle time, yield risks, and recommended next move.
For repeat orders, we validate output under real production pacing.
Continue welding service, or convert the validated process into your own robotic system.
| Information Needed | Why It Matters |
|---|---|
| Post-weld inspection requirements | Sets the acceptance standard for appearance, strength, and NDT. |
| Cycle time and volume | Defines whether outsourced welding service or a dedicated robotic system is the better route. |
| Part photos before and after welding | Quickly reveals joint geometry and access constraints. |
| Optional sample parts or sample material | Lets us validate the weld on real material before a system or batch decision. |
| Current welding process | Provides the baseline for heat input, distortion, and labor comparison. |
| Material, thickness, and incoming tolerance | Drives laser power, fixture strategy, and fit-up feasibility. |
| Maximum assembly gap and existing videos | Helps determine whether wire feeding and tolerance compensation are required. |
Once the numbers are proven, move directly into a custom robotic laser welding system using the same process logic.